Lichtleiter Konstruktionshilfe
Unsere Empfehlung
Ohne allzu viel Aufwand zu betreiben (etwa mit optischer Simulationssoftware wie LightTools oder LucidShape) konstruieren wir Lichtleiter mit ein paar einfachen Überlegungen zu optisch ansprechenden Hinguckern, die einem technischen Produkt einen WOW-Effekt geben können.
Für die Validierung des Konzepts nutzen wir 3D-gedruckte Bauteile.
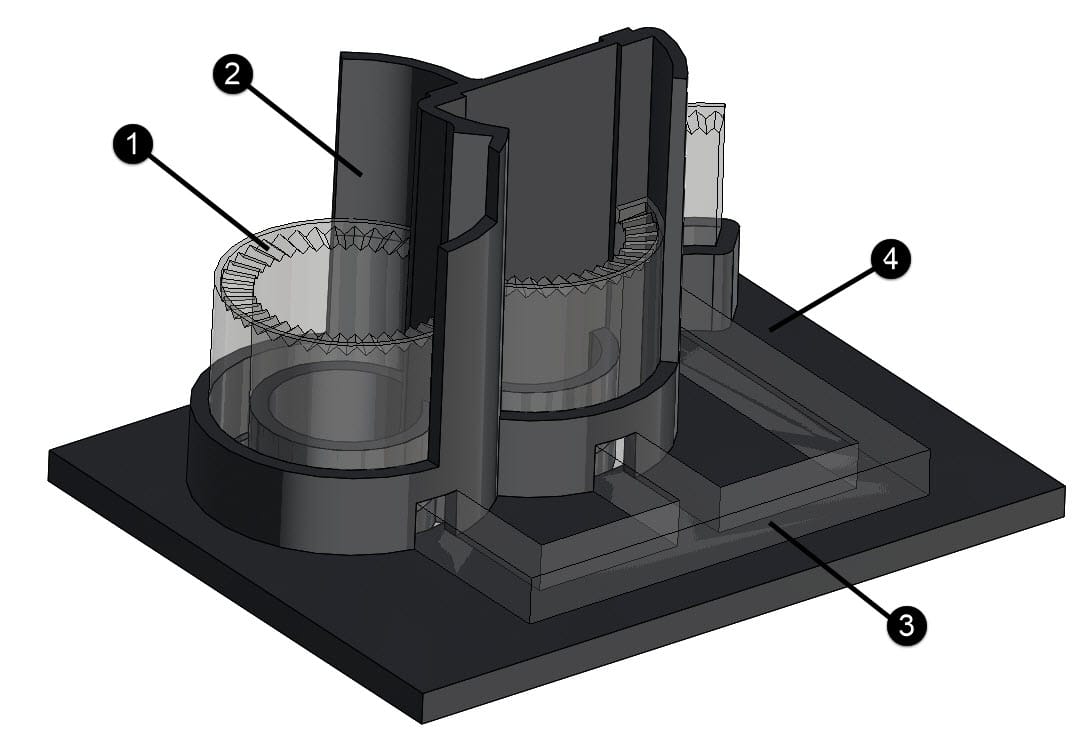
1 – Die kleinen abgeschrägten Flächen sorgen für eine optimale Verteilung des Lichts im Lichtleiter. Die punktförmige Lichtquelle (LED) wird zuverlässig im Lichtleiter verteilt und nahezu zu diffusem Licht. Die Linien der abgeschrägten Flächen sind zwar noch leicht erkennbar im ausgeleuchteten Zustand, dies kann aber auch als Design Feature genutzt werden.
2 – In obigem Beispiel hatten wir drei unterschiedliche Lichtquellen. Mit den Trennwänden haben wir diese voneinander getrennt und sichergestellt, dass sie sich nicht vermischen.
3 – Der Lichtleiter mit seinen drei Bereichen ist als ein Bauteil konzipiert, das für die Umspritzung ins zweite Werkzeug eingelegt werden kann. Die Verbindungsstege helfen zusätzlich, den Lichtleiter im Gehäusewerkzeug zu positionieren.
4 – Ausgeführt als Zwei-Komponenten-Bauteil ergibt sich eine dichte, optisch ansprechende Oberfläche im Gehäuse.
Lichtleiter im Spritzguss – Konstruktionstechnische Grundlagen
Lichtleiter aus transparentem Kunststoff werden eingesetzt, um Licht gezielt zu transportieren oder zu verteilen. In der Produktentwicklung erfordern sie eine präzise Abstimmung zwischen optischer Funktion, Geometrie, Materialwahl und spritzgusstechnischer Umsetzbarkeit.
1. Geometrie: Führung und Verlustvermeidung
Totale Reflexion ist zentral: Der Lichtleiterquerschnitt muss so gewählt werden, dass der Eintritts- und Reflexionswinkel unter dem Grenzwinkel des Materials bleibt.
Biegeradien ≥10x Querschnittshöhe einhalten, um Streuverluste zu minimieren.
Homogene Querschnitte bevorzugen – abrupt wechselnde Geometrien verursachen Inhomogenitäten.
Lichtauskopplung gezielt gestalten: Mikrostrukturen, Streukörper oder abgeschrägte Flächen zur Lichtverteilung gezielt einsetzen, nicht dem Zufall überlassen.
2. Materialwahl: Transparenz und Verarbeitung
PMMA (Polymethylmethacrylat): Sehr hohe Lichttransmission (~92 %), empfindlich gegenüber Spannungsrissen, begrenzte Temperaturfestigkeit.
PC (Polycarbonat): Geringfügig geringere Lichttransmission (~88 %), dafür mechanisch robuster und temperaturstabiler.
Bei der Materialauswahl auf optische Reinheit, geringe Doppelbrechung und niedrige Wasseraufnahme achten.
3. Werkzeug- und Entformungsgerechtes Design
Polierte Kavitäten erforderlich – matte oder strukturierte Werkzeugflächen führen zu Streuverlusten.
Entformungsschrägen ≥0.5–1° einplanen, auch an optisch relevanten Flächen.
Vermeidung von Hinterschnitten – auch kleinste Rückzüge können sichtbare Defekte verursachen (z. B. durch Spannungen oder Schlieren).
Anguss ausserhalb optisch aktiver Bereiche platzieren (idealerweise an der LED-Kopplungsstelle oder in Haltezonen).
4. Toleranzen und Fertigungsstabilität
Lichtleiter sind funktional sensibel – geringe Abweichungen können die Lichtführung stark beeinträchtigen.
Enge Form- und Lagetoleranzen bei Kopplungsflächen, insbesondere zur LED.
Warpage und Schwindung durch geeignete Wanddickenverhältnisse und Fließweggestaltung minimieren.
Simulation (optisch und spritzgusstechnisch) zur Validierung der Konstruktion einsetzen.
5. Fertigungsbedingte Grenzen
Maximale Bauteillänge durch Werkzeuggröße und Füllverhalten limitiert – bei grossen Lichtleitern ggf. Segmentierung notwendig.
Transparente Kunststoffe sind oft viskoser → Anguss- und Nachdruckstrategie gezielt anpassen.
Werkstofftyp, Werkzeugtemperierung und Kühlzeit wirken sich direkt auf optische Qualität aus – frühzeitig mit Fertigungspartner abstimmen